
真空除氧器系统改造对提高水质质量问题进行分析?
举例说明,通过某供热站锅炉给水除氧系统存在溶解氧超标、供水压力不稳的问题,主要的原因是真空除氧器的循环水温不能满足除氧的温度要求,真空除氧器的供水泵流程不合理,因此对循环装置和供水泵工艺流程进行改造,使真空除氧器出水溶解氧量达到给水标准、稳定了锅炉给水压力、节约能源、简化了流程。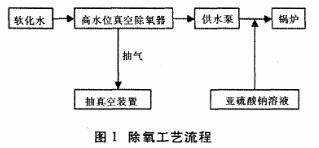
1概述
该供热站锅炉设计规模为8台23m/h油田注汽锅炉,软化水罐设计为1500m,罐内溢流管口高度10m,除氧工艺采用真空加化学除氧的方法,除氧装置为采用高架式安装的高位真空除氧器,给水除氧系统工艺流程如图1所示。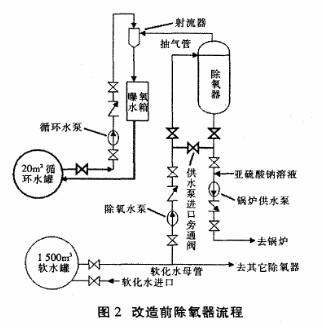
其工艺为:待除氧软化水进入高水位真空除氧器,经过进水分配器喷嘴呈雾状均匀落下,经过塑料多面球填料层,水中逸出的溶解氧被抽真空装置不间断抽走,除氧水由供水泵送到锅炉使用,由于除氧器的除氧深度设计为500ug/L,需要加人亚硫酸钠作化学辅助除氧。除氧器的除氧指标为低于500μg/L,加人亚硫酸钠除氧后为10μ/L以下。
2除氧器存在的问题
该站给水除氧系统运行10多年,工艺、设备等方面一直存在缺陷,一是造成溶解氧超标,最高达1000μg/L,二是在不使用真空除氧器时,除氧泵与供水泵直接串联运行,导致锅炉进口水压低、水流量低故障停炉,切换真空除氧器时流程复杂。除氧系统如图2所示,通过分析,发现系统存在问题主要有以下几点。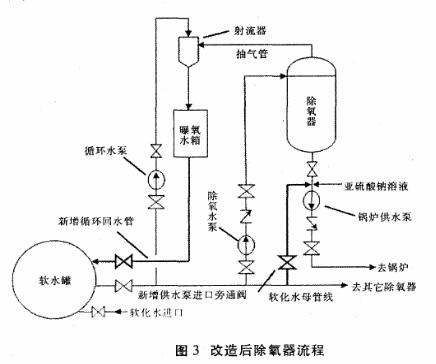
2.1射流器问题
射流器收缩管尺寸不符合设计要求,设计应为1.6m,而实际只有0.6m,为施工方任意更改所致。喷嘴口腐蚀形成豁口,不能形成有效的射流。射流器的收缩管和扩大管大小头焊口处容易泄漏,因为该处突然变径,加上焊口的不平整,造成强烈氧扩散腐蚀。
2.2真空除氧器内件损坏
通过对真空除氧器检修情况发现除氧器内填料箅子松脱,大量塑料多面球填料上浮进入母管支管式进水分配器上端.失去传质作用,填料层体积减少,导致除氧效果不好。
2.3供水压力不足
由于除氧泵与供水泵串联,泵和阀件等导致沿程阻力损失增大,单独启供水泵时,泵出口实际扬程达不到锅炉柱塞泵进口压力要求,极易导致锅炉进口水压低报警停炉。所以必须同时使用除氧泵和供水泵,造成电能浪费和操作流程复杂。
2.4循环水温度高
真空除氧器循环水从20m3循环水罐出来经循环水泵送到射流器,水在射流器混合室与抽出的气体强烈混合,再经收缩管和扩大管进人曝氧水箱,曝气后,经循环回水管回到循环水箱。采用小容积水罐作循环水罐使用,循环水会因循环水泵的部分机械能转换的热能和抽出水蒸气汽化热而使循环水温度很快上升,循环水罐体积为20m3,循环水水温能够在8h内由15C升至45C,水温升得很快,为保证除氧器真空度达到标准,一天需要换三次循环水。每天除浪费60m3软化水,还增加了操作人员的工作量,更换一次循环水需要时间30min。高水温水在射流器混合室携带气体量下降,导致除氧器真空度下降,真空度由-0.097MPa降到-0.090MPa.除氧器出水含氧量增加到1000μg/L左右。
2.5循环水罐腐蚀严重
由于长时间接触含有大量溶解氧的水,循环水罐壁严重腐蚀渗漏。
3改进措施
3.1改进完善射流器
为了提高真空除氧器的进水温度对除盐水的工艺,流程进行了改进,具体措施为:
(1)将射流器喷嘴改为不锈钢材料加工,喷嘴直径中22mm,以此获得均匀的射流流束;
(2)将射流器收缩管段尺寸增加至1.6m长,外径φ75mm,壁厚7mm;
(3)将射流器的收缩管和扩大管更换为ABS塑料材料杜绝腐蚀。
3.2完善除氧设备:
更换并加固了真空除氧器内填料算子,采用不锈钢材料制作连接,添加足够的填料,使填料高度保持2m高。保证有足够的水分散界面。
3.3循环水流程改造方案的确定实施
由以上分析可知20m3循环罐容积小是造成溶解氧超标的主要原因,因内壁腐蚀严重,已经不能再修复使用,应予以废弃。为保证循环水温度与除氧器运行真空下相对应的饱和温度相当,可用容积较大的1500m3软化水储水罐作为循环水罐,从3个除氧器循环回水引一条DN200管线直接进人1 500m'软化水罐,管线材料采用PVC钢骨架复合管,以避免氧腐蚀。
技术可行性分析:循环回水管线长度是150m,沿程阻力损失会比一般设计70多米增加一倍,可适当增加管径。真空除氧器安装高度在11m,作为循环回水罐的软水罐溢流高度也为11m,为保证曝氧水箱与软水罐间有足够的连通落差,软水罐水位高度要低于除氧器安装高度11m,该站软水罐容量1 500m,是按16工单位的焊接技术水平不断提高,高强钢材质的管道也已经开始进行冬季施工。如兰银管道(X70钢)在施工时就通过焊接采用防风棚.焊后采用保温被进行施工。其全线约420km,其中冬季施工完成的就在200km左右。
采用防风棚防雨棚、保温被等是在环境恶劣时保证焊接质量的有效措施。现在这些配置都已经成为焊接施工机组的必备材料。
对于一些高坡、大型冲沟等地段,由于地形本身带有较大的坡度,使焊接位置也都带有一定的斜度。这对焊接质量也就提出了更高的要求,通常此类地段均应由具有6G位焊接资格证的焊工进行焊接,以确保施工质量。
西气东输二线开始采用X80钢作为主材,国外某些管道甚至已经开始进行X120钢级管道的研究与施工。由于管道用钢向着高强度发展,这就要求有更先进的焊接技术支持,以提高管道的施工质量与施工队伍的竞争能力。
长输普道的使用特殊性决定了其质量重要性。随者近年来国内国际一大批管道工程的建设,我国目前已经能够培养了一大批优秀的管道施工人才,同时施工技术质量水平、管理水平等方面也都得到了很大的提高。按照目前的发展趋势,相信我国将会很快的接近或达到国际管道施工的先进水平。