
旋膜除氧器系统常见故障分析及处理方法有哪些?
旋膜除氧器系统复杂性不仅体现在产品本身在上面,更多问题出现在安装、调试、设置、系统等方面。准备的判断和处理旋膜除氧器系统的故障,既要了解整个除氧设备系统,更要对旋膜除氧器产吕结构及工作原理有深入的了解。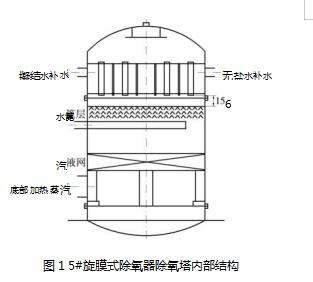
热电厂共有4台130t中压煤粉锅炉,2台12IMW汽轮发电机组,给水系统配置5台出力为巧0t的大气式旋膜除氧器,旋膜除氧器的主要作用是除去锅炉给水中的氧气和其他不凝结气体,以保证给水的品质。若水中溶解氧气,就会使与水接触的金属被腐蚀,同时在热交换器中若有气体聚积,将使传热的热阻增加,降低设备的传热效果。因此水中溶解有任何气体都是不利的,尤其是氧气,它将直接威胁设备的安全运行热电厂5台旋膜除氧器中的1#,2#为喷雾填料式旋膜除氧器,3#、5#为旋膜除氧器,其中5#旋膜除氧器自安装投运以来存在出力低、排汽带水严重、高负荷时含氧量不合格等问题巧#旋膜除氧器基本处于长期停用状态,这给公司生产带来一定安全隐患。
旋膜除氧器工作原理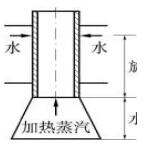
旋膜除氧器总体设计成两级除氧结构,其中第一级除氧装置由起膜装置和淋水箅子所组成。汽轮机的凝结水和化学补充水以及其他低于饱和温度下的各种疏水,都进人起膜装置的水室中混合。混合后的水,经过固定在上、下管板上的起膜喷管的喷孔,以射流方式在起膜喷管的内壁上形成高速向下旋转的水膜。向下流动的水膜与上升的加热蒸汽接触后产生强烈的热交换过程,当旋转的水膜流出起膜管时,水温基本上接近了饱和温度,水中的溶解氧将被除掉90%、95‰水膜流出起膜管后形成椎形裙体,并在重力和蒸汽流的作用下被冲破而形成水滴,降落在淋水箅子上。淋水箅子山5层30mmx30mm等边角钢构障。诸如开关的型号、使用电压、感应开关的距离、工作电流等。除氧水经过各层箅子同蒸汽进一步的进行热交换,同时也为除氧水进人液体网填料盒进行均匀分配液汽网填料盒是旋膜除氧器第二级除氧装置液汽网填料盒根据实际情况设计成单层或双层。液汽网是一种新型高效填料,它是由不锈钢扁丝(旧mm><0.4(m)以0形编织成的网套,把液体网按其自然状态盘成圆盘,圆盘直径相当于液汽网盒框体的内径,在圆盘的上下用扁钢和14mm钢筋将其固装在液汽网的框体内,除氧水经过液汽网盒使汽水更加充分接触,可将水中溶解最大限度地高析出来,这一除氧过程保证了旋膜除氧器在变工况运行时的适应性能和稳定性能。
因旋膜除氧器在工作中使水始终处于紊流状态并有足够大的换热表面积,所以传热传质效果好,并且排汽量小(即用与加热的蒸汽量少,能源损失小带来的经济效益也可观),同时避免除氧产生的富裕量使旋膜除氧器超负荷运行(通常可短期超额定出力的50%)或保证低水温全补水下达到运行标准。
热电厂旋膜除氧器技术参数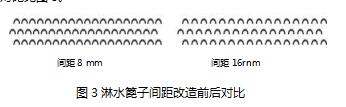
热电厂的3#、5#旋膜除氧器为旋膜除氧器,山青岛方正环保电力设备有限公司制造,除氧塔的形式为立式,旋膜除氧器水箱的型式为卧式,型号DCM-巧ov额定出力巧0t/h,水箱容积50m3,设计温度250℃,工作温度104℃,设计压力0.19MPa,工作压力0・02MPa,进水温度30℃,补水率100%,主要材料Q235一A,物料为汽和水。
旋膜除氧器除氧头内部结构
旋膜除氧器除氧头的结构山外壳、旋膜器组、水篦子、液汽网、蒸汽分配盘、汽水分离器等6大部分组成。
旋膜除氧器除氧塔内部结构
1)外壳。由筒身和冲压椭圆形封头焊接制成,除氧头直径1600mrno。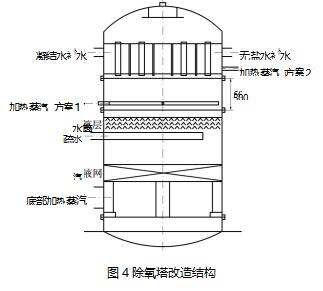
2)旋膜器组山水室、起膜管、凝结水接管、补充水接管组成。起膜管、下水管材料均由不锈钢制造,常年运行无需检修。
3)淋水篦子。经起膜段除氧的给水及山疏水管引进的疏水在这里进行减流二次分配,使水呈均匀淋雨状下落,从而保护其下部液汽网。
4)填料液汽网。山相互间隔的扁钢带及一个圆筒体,内装两层高度特制的0形0・3mm不锈钢扁丝网,给水在这里与二次蒸汽充分接触,加热到饱和温度并进行深度除氧,以保证除氧水中含量
5)蒸汽分配盘。主加热蒸汽由此接进,规则均分型结构能很好保证加热质量,使加热蒸汽呈现均分状态其在无节流工况下上升加热软化水,达到饱和温度下工作除氧。
6)汽水分离器。山不锈钢填料组成内网,外壳设计为通气型结构,能有效的将排氧时的汽带水分离回流,是排汽不带水的必不可少部件。
旋膜除氧器试运过程中存在问题分析
旋膜除氧器安装完成试运时,低负荷时旋膜除氧器运行正常,当运行人员提高负荷,开大进水进汽调节阀时,除氧头出现水击声,并随着进水调节阀的开大,除氧头出现明显晃动,水击声增大,除氧头顶部排空门出现严重排水现象,水箱水位下降过快。运行人员立刻关小进水、进汽调节阀,降低旋膜除氧器负荷,上述现象逐渐消失。根据运行情况分析,造成旋膜除氧器出力低的原因可能是山于旋膜除氧器旋膜器组设计缺陷、除氧头内部构造安装存在问题等。车间通过对5#除氧头解体检查,其中旋膜器组旋膜管为304不锈钢无缝钢管,直径65mm,长度450mm,观察旋膜管内开孔沿内壁切向螺旋向下且布置合理,旋膜管布置均匀且数量足够,不存在问题。对淋水篦层检查发现淋水水篦子线性排列过密,淋水篦子间距实测仅有8mm,低负荷时水能顺利流下,当负荷提高时,淋水篦子间距过小不利于除氧水顺利通过,故造成5#旋膜除氧器出力不足的主要原因是水篦层布置过密,阻碍了除氧水下落,造成旋膜除氧器出力下降高负荷含氧量不合格
旋膜除氧器试运中低负荷情况下,运行稳定,含氧量合格,2014年热电厂对5#旋膜除氧器投人进行大负荷运行时,各项参数均保持在规定范围内,含氧量始终>40。根据旋膜除氧器原理可知,旋膜除氧器含氧量不合格的主要是山进水温度过低或进水流量过大、进汽量不足、排氧门开度不够、旋膜管设计不合理等原因等几个原因造成。其中旋膜除氧器是否能把化学补水加热到相应压力下的饱和温度与水和蒸汽的接触表面积的大小有很大的关系,水进人旋膜管,形成的水膜群下落,与上升的蒸汽流相遇,形成的水膜群增加了水和蒸汽的热交换面积,强化了汽水热交换的效果。根据5#旋膜除氧器除氧头的内部结构可知,5#除氧头内部旋膜管与淋水篦子间距只有巧6mm间距,这就表示旋膜管和淋水篦子间距过小,水从旋膜管内下降还未形成完整的水膜群,就被淋水篦层破坏,这样即不利于水在射流运动中将加热蒸汽吸卷进旋膜管,也不利于水膜群与加热蒸汽的热交换,因此造成5#旋膜除氧器低负荷时含氧量合格,旋流段高负荷含氧量不合格。
旋膜除氧器高负荷含氧量不合格水膜裙段的另外一个原因可能是补给水的热温度不够,造成无盐水补水未达到图2旋膜管工作过程饱和状态,补水中的氧气不能及时从水中分离出来,与其他旋膜除氧器对比,5#旋膜除氧器除氧头顶部未安装一次加热蒸汽,是造成含氧量大负荷情况下含氧量不合格的另一个原因排汽带水严重造成旋膜除氧器排汽带水的主要原因一是除氧头顶部的汽水分离器失效,二是旋膜器组中的连通管存在问题,连通管的作用是既可以将滞留在隔板底部的气体排出,又可以使积存在隔板上部的积水沿联通管内旋流附管壁流下。山此可见,如果连通管的数量不足,会使得积存在隔板上部的积水不能及时流下,造成隔板上部大量积水,带氧的排汽就会冲击积水,造成排汽带水通过对5#旋膜除氧器除氧头内部结构进行检查,5#旋膜除氧器旋膜器组设计合理,联通管数量和尺寸均合理,但是发现5#除氧头内部旋膜管与淋水篦子间距只有巧6mm间距。山此判断,水流经过旋膜管下落形成水膜群时,被水篦层打乱,造成向上的加热蒸汽未完全进人旋膜管,部分蒸汽通过联通管进人到除氧头顶部,同时旋膜器组和除氧头顶部空间距离过小,造成排气带水严重。
旋膜除氧器技术改造措施
旋膜除氧器出力不足、振动大改造措施
根据原因分析,旋膜除氧器出力低是由于除氧头淋水篦子布置过密造成,可将淋水篦子全部拆除,重新布置淋水篦子,将淋水篦子间距增加至16mm以便于饱和水能顺利通过淋水篦子,且每层淋水篦子交错布置。淋水篦子间距改造前后对比见图3。间距8mm间距16rnm
图3淋水篦子间距改造前后对比
高负荷含氧量不合格改造措施
提高除氧塔高度
根据热力除氧的基本原理,溶解于水中的气体是与水面上气体的分压成正比。采用热力除氧,用蒸汽来加热给水,提高水的温度,使水面上蒸汽的分压力逐步增加,而溶解气体的分压力则渐渐降低,溶解于水中的气体就不断逸出,当水被加热至相应压力下的沸腾温度时,水面上全都是水蒸气,溶解气体的分压力为零,水不再具有溶解气体的能力,亦即溶解于水中的气体,包括氧气均可被除去。除氧的效果一方面决定于是否把给水加热至相应压力下的饱和温度,另一方面决定于溶解气体的排除速度,这个速度与水和蒸汽的接触表面积有关。